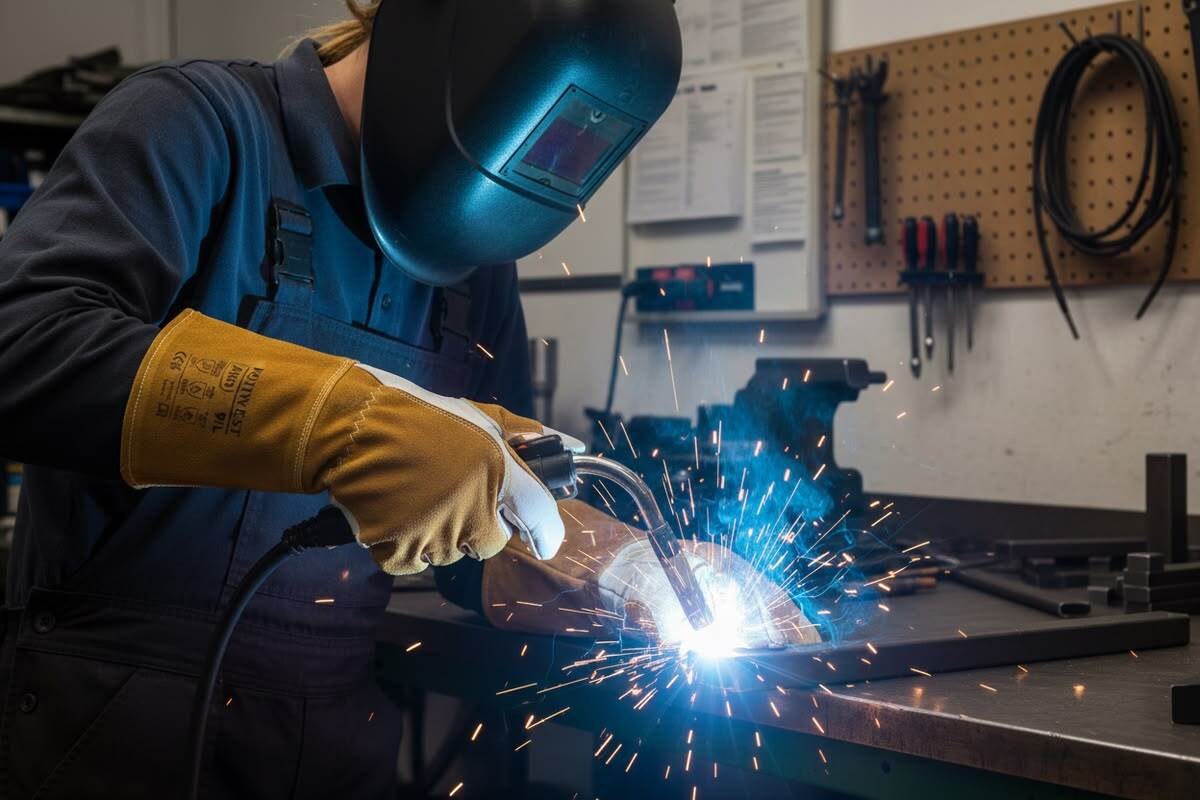
Главная причина, по которой тонкую листовую нержавеющую сталь толщиной 1–2 мм критически ведет и коробит при аргонодуговой сварке TIG, заключается в её аномально низком коэффициенте теплопроводности в сочетании с высоким коэффициентом теплового линейного расширения сплава аустенитного класса (такого как AISI 304): локальный концентрированный нагрев дугой вызывает резкое неравномерное расширение кромок, а заторможенный отвод тепла в тело заготовки приводит к колоссальным внутренним напряжениям, которые физически скручивают тонкий лист в поводки «волной» или «саблей» после остывания шва. Для предотвращения этого термического коробления технологическая инструкция требует жесткого снижения погонной энергии дуги, использования импульсного режима TIG-Pulse, сборки конструкций на массивных медных или алюминиевых теплоотводящих стапелях и строгого соблюдения шахматного порядка наложения коротких прихваток. Сварочный цех компании «Эль Металл» укомплектован прецизионным сборочным оборудованием и модульными стапельными системами, что в сочетании с высшей аттестацией сварщиков позволяет собирать ответственные тонкостенные узлы и баки с гарантией сохранения идеальной плоскостности и геометрии изделия.
Почему ведет тонкую нержавейку при сварке TIG аргоном?
Устранение таких деформаций методами последующей рихтовки — процесс долгий, дорогой и часто безрезультатный, так как механическое воздействие на нагартованную нержавейку может привести к растрескиванию околошовной зоны. Причина деформаций лежит в фундаментальной физике нержавеющих сплавов аустенитного класса. Чтобы победить поводки металла, необходимо коренным образом перестроить технологию сборки и режимы работы сварочного инвертора, перейдя от интуитивной работы «на глаз» к жестким инжиниринговым регламентам компании «Эль Металл».
Физика термического коробления: теплопроводность против линейного расширения
Во-первых, теплопроводность аустенитной нержавеющей стали примерно в три раза ниже, чем у обычной черной стали. Это означает, что тепло от горящей сварочной дуги не успевает быстро рассеяться в тело детали, а аккумулируется в узкой приграничной зоне сварного шва. Металл в этой точке разогревается до экстремальных температур. Во-вторых, коэффициент теплового линейного расширения у нержавейки на 50% выше, чем у конструкционных сталей. Перегретый локальный участок стремится резко увеличиться в объеме, расширяясь во все стороны
.
Пока дуга горит, окружающий холодный металл заготовки выполняет роль жестких тисков: он физически не дает расширяющемуся металлу сварочной ванны занять больше пространства. Происходит локальная пластическая деформация сжатия. Когда дуга гаснет и металл шва остывает, запускается обратный процесс — термическая усадка. Сжатый металл начинает резко сжиматься, стягивая края листа. Поскольку тонкий лист толщиной 1.5 мм имеет низкую жесткость на изгиб, внутренние усадочные напряжения моментально выгибают плоскость заготовки наружу.
Инструкция по борьбе с поводками: четыре главных правила ЧПУ-цеха
2. Применение массивных теплоотводящих подкладок: физику низкой теплопроводности нержавейки нужно компенсировать внешними инструментами. Сварка тонких листов на весу или на обычном стальном столе — это гарантированный брак. Сборочные посты нашей компании оснащаются специальными стапелями с массивными прижимными пластинами из чистой меди или алюминия. Эти металлы обладают колоссальной теплопроводностью. Они плотно поджимаются к зоне будущего шва, моментально «забирая» избыточное тепло из нержавеющей заготовки, предотвращая её перегрев и коробление.
3. Строгий регламент наложения прихваток (таковников): сборка конструкции перед финальным проходом шва должна выполняться короткими точечными прихватками. Для листа толщиной 1.5 мм шаг между прихватками должен составлять не более 40–50 мм, а длина самой точки — около 1–2 мм. Наложение прихваток выполняется не последовательно от начала к концу, а по принципу деления отрезков пополам (от краев к центру), либо в шахматном порядке. Это позволяет распределить и уравновесить внутренние напряжения усадки по всей длине конструкции.
Режимы TIG-сварки тонкой нержавеющей стали (AISI 304)
Технологическая таблица оптимальных параметров настройки инвертора, применяемая в сварочном цеху компании «Эль Металл»:
Часто задаваемые вопросы мастеров и конструкторов (FAQ)
Зачем нужен обратный поддув аргона внутрь бака при сварке тонкого листа?
Обратный поддув (формирование газовой подушки с изнаночной стороны шва) решает две критические задачи. Первое — аргон защищает раскаленный корень шва от кислорода воздуха, предотвращая выгорание легирующих элементов (хрома) и появление пористой черной корки, так называемого «ежа». Второе — поток холодного аргона выполняет роль дополнительного газового охлаждения изнутри, снижая общий перегрев кромок и уменьшая поводки металла.
Помогает ли предварительный нагрев нержавейки избежать деформаций?
Категорически нет. Предварительный нагрев широко используется для предотвращения трещин на толстых углеродистых или легированных сталях, но для тонкой аустенитной нержавейки он противопоказан. Нагрев тонкого листа лишь расширит зону термического влияния и усугубит коробление плоскости, а также приведет к межкристаллитной коррозии из-за длительного нахождения сплава в критическом температурном диапазоне (500–800°C).
Какой вольфрамовый электрод лучше выбрать для прецизионного шва TIG?
Для сварки тонкой нержавеющей стали на постоянном токе (DC) оптимально подходят вольфрамовые электроды с добавлением оксида лантана (маркировка WL-15 или WL-20, золотистый/синий наконечник) или оксида церия (WC-20, серый наконечник). Они обеспечивают стабильное зажигание дуги на малых токах. Критически важна правильная заточка: электрод затачивается на конус, длина которого равна 2.5–3 диаметрам самого стержня, с обязательным продольным расположением рисок от наждачного круга.
Контроль качества и подготовка КД под сварочные работы
Вам требуется качественная сварка тонкой нержавеющей стали без деформаций и поводков? Направляйте ваши чертежи и спецификации инженерам компании «Эль Металл». Мы проведем профессиональный аудит документации, подберем оптимальные режимы импульсной сварки на медных стапелях и изготовим партию точных изделий со стопроцентным контролем герметичности и геометрии швов.