В мире листообработки существует негласная граница между «простой гибкой» (уголки, швеллеры, короба) и инженерной гибкой. Последняя начинается там, где стандартный софт листогиба выдает ошибку «Collision» (Столкновение), а пуансон упирается в уже согнутую полку детали.
В «Эль Металл» мы специализируемся на изготовлении геометрически сложных деталей: замкнутых профилей, узких С-образных швеллеров и элементов с нестандартным обратным гибом. Разбираемся, как технологии позволяют обходить физические ограничения станков.
Главные «боли» сложной геометрии
При производстве узких или замкнутых профилей технолог сталкивается с тремя критическими проблемами:
- Геометрический тупик: при попытке сделать последний гиб деталь «оборачивается» вокруг инструмента. Если использовать стандартный прямой пуансон, заготовка просто ударит в него, не дойдя до нужного угла.
- Деформация радиуса: при многоступенчатой гибке малых участков велик риск «поплывших» размеров. Каждый последующий изгиб дает микродеформацию на предыдущем, если не учитывать внутренние напряжения металла.
- Извлечение заготовки: бывает так, что согнуть деталь удалось, но она «заперла» инструмент внутри себя. Без специальной разборной оснастки извлечь её, не повредив геометрию, невозможно.
Технологический арсенал «Эль Металл»
1. Спецоснастка: «Гусиная шея» и узкие матрицы
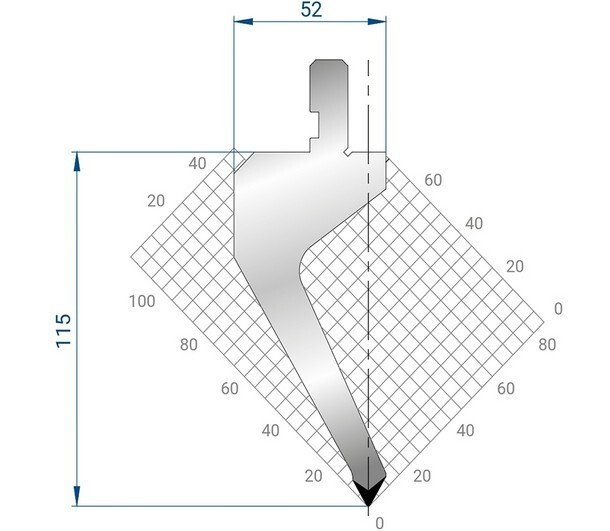
Для обратных гибов мы используем радиусные пуансоны типа Gooseneck. Их специфическая форма с глубокой выемкой создаёт «карман», в который уходит полка детали при совершении обратного движения.
- Результат: возможность создавать полки, которые в 2–3 раза длиннее, чем расстояние от линии гиба до станины пуансонодержателя.
2. Математическое моделирование последовательности
Каждая сложная деталь проходит через этап виртуальной гибки. Мы рассчитываем траекторию движения заготовки так, чтобы на каждом этапе оставался зазор хотя бы в 1.5–2 мм до инструмента.
- Важно: иногда мы гнем деталь «от центра к краям», а иногда — наоборот, чтобы минимизировать рычаг и избежать деформации под собственным весом (особенно на тонком металле 0.8–1.2 мм).
3. Работа с «обратным пружинением»
Замкнутый профиль коварен тем, что после снятия нагрузки металл стремится «раскрыться». Если не учесть пружинение на пяти последовательных гибах, итоговый замок просто не сойдется. Мы используем систему активного измерения угла, которая дожимает деталь с учетом сопротивления конкретной партии стали.
Практические кейсы: когда это необходимо?
- Производство направляющих для станков: где требуется узкий швеллер с внутренним обратным гибом для фиксации подшипника.
- Корпуса для электроники и АКБ: замкнутые профили с минимальным количеством сварных швов для обеспечения герметичности и жесткости.
- Архитектурные фасадные кассеты: сложные Z-образные профили с нестандартными углами (не 90°), создающие объемный рисунок.
Почему цельногнутый профиль лучше сварного?
Многие конструкторы по привычке закладывают сварку двух уголков там, где можно сделать один сложный гиб. Переход на сложную гибку дает:
- Экономию времени: один цикл на листогибе быстрее, чем два цикла сварки + зачистка швов.
- Эстетику: изделие выглядит монолитным, что критично для продукции премиум-класса.
- Прочность: отсутствие термического воздействия сварки сохраняет структуру металла и его антикоррозийные свойства.
Резюме для инженера
Сложная гибка — это не магия, а точный расчет инструментальных вылетов и последовательности операций. Если ваш текущий подрядчик говорит «это невозможно согнуть», скорее всего, у него просто нет подходящей «гусиной шеи» или технолога, готового считать развертку вручную.
«Эль Металл» берется за задачи, где важен каждый миллиметр свободного пространства в зоне гиба.