Для резки металла толщиной до 20 мм лазерная резка предпочтительнее, если требуется точность до 0,1 мм и чистая кромка без окалины. Плазменная резка экономически выгоднее на простых деталях из черной стали, где допустима погрешность до 1 мм и планируется последующая механическая обработка кромки. Основное отличие: лазер дает готовую деталь, плазма требует зачистки грата и исправления конусности.
Когда в «Эль Металл» приходит запрос на резку 20-миллиметрового листа, первый вопрос нашего технолога: «Какая точность вам реально нужна?». Часто заказчик пытается сэкономить, выбирая плазму, но в итоге платит в два раза больше на этапе сборки. Почему? Потому что экономия на метре реза — это только верхушка айсберга.
Если коротко: лазер — это про ювелирную точность и готовую деталь, плазма — это про грубую силу и обязательный «напильник» после станка. Разберем экономику и физику процесса для толщин до 20 мм.
Когда в «Эль Металл» приходит запрос на резку 20-миллиметрового листа, первый вопрос нашего технолога: «Какая точность вам реально нужна?». Часто заказчик пытается сэкономить, выбирая плазму, но в итоге платит в два раза больше на этапе сборки. Почему? Потому что экономия на метре реза — это только верхушка айсберга.
Если коротко: лазер — это про ювелирную точность и готовую деталь, плазма — это про грубую силу и обязательный «напильник» после станка. Разберем экономику и физику процесса для толщин до 20 мм.
Сравнение технологий: Лазер vs Плазма
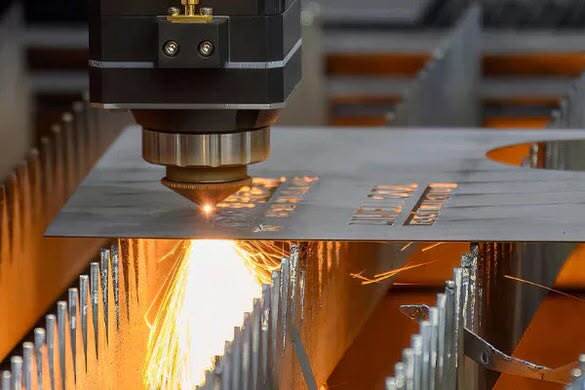
Физика 20-го листа: почему лазер перестал быть «дорогим»
Еще пять лет назад резать 20 мм лазером было долго и неоправданно дорого. Сегодняшние оптоволоконные лазеры мощностью от 12 кВт в «Эль Металл» прошивают такую толщину со скоростью, сопоставимой с плазмой. Но главное преимущество — в чистоте реза.
При плазменной резке струя ионизированного газа «выдувает» металл, оставляя на нижней кромке слой перекаленного шлака. Сварка по такой поверхности запрещена ГОСТами — шов будет хрупким. Значит, вам придется нанимать слесаря, тратить время и расходники на зачистку. Лазер дает чистую кромку, которую можно сразу подавать под сварочный робот.
При плазменной резке струя ионизированного газа «выдувает» металл, оставляя на нижней кромке слой перекаленного шлака. Сварка по такой поверхности запрещена ГОСТами — шов будет хрупким. Значит, вам придется нанимать слесаря, тратить время и расходники на зачистку. Лазер дает чистую кромку, которую можно сразу подавать под сварочный робот.
Лишняя точность: за что не стоит переплачивать?
Мы в «Эль Металл» всегда честно говорим клиенту: если вы режете закладные детали для фундамента или фланцы под грубую сварку, где отверстия сверлятся по месту — лазер вам не нужен. Плазма справится быстрее и дешевле.
Но если ваша деталь идет на гибку ЧПУ, лазерная резка обязательна. Почему? Потому что упоры гибочного пресса ориентируются по кромке. Если кромка «кривая» после плазмы, то и угол гиба «поплывет». Погрешность в 1 мм на резке превратится в 3 мм на готовом изделии. Это типичный «бутерброд ошибок», который мы помогаем избежать.
Но если ваша деталь идет на гибку ЧПУ, лазерная резка обязательна. Почему? Потому что упоры гибочного пресса ориентируются по кромке. Если кромка «кривая» после плазмы, то и угол гиба «поплывет». Погрешность в 1 мм на резке превратится в 3 мм на готовом изделии. Это типичный «бутерброд ошибок», который мы помогаем избежать.
Краткий чек-лист выбора:
— Выбирайте лазер, если деталь сложной формы, есть отверстия диаметром меньше толщины листа (например, 10 мм в листе 20 мм) или нужна сборка «паз в паз».
— Выбирайте плазму, если это простые прямоугольные или круглые заготовки под массивные конструкции, где допуск ±1.5 мм не критичен.
Экономика скрытых костов
Давайте посчитаем. Стоимость метра реза плазмой может быть ниже на 30%. Но добавьте сюда:
1. Зарплату слесаря на обдирке грата.
2. Стоимость зачистных кругов.
3. Риск поломки метчиков при нарезании резьбы в «закаленной» плазмой кромке.
В «Эль Металл» мы просчитали сотни кейсов: на толщине 20 мм лазерная резка становится выгоднее плазменной в 85% случаев, если оценивать стоимость готового узла, а не просто куска нарезанного металла.
Ответы на частые вопросы заказчиков
— Какое максимальное отверстие можно сделать лазером в 20 мм листе?
Стандартное правило — диаметр не должен быть меньше толщины. Но на наших мощных лазерах мы стабильно делаем отверстия диаметром от 15-16 мм в листе 20 мм с отличным качеством.
— Сильно ли «ведет» металл 20 мм при резке?
У плазмы зона термического влияния в 3-4 раза шире. Лазерный луч очень тонкий, нагрев локальный, поэтому поводки геометрии практически исключены.
— Какую сталь лучше резать плазмой?
Плазма хорошо справляется с черным металлом (Ст3, 09Г2С), когда точность вторична. Для нержавейки и алюминия лазер — единственный способ сохранить свойства металла на кромке.
Ваша идея — наш металл. Скидывайте чертежи на расчет. Специалисты «Эль Металл» подготовят смету в двух вариантах и помогут выбрать технологию, которая даст нужный результат без переплаты за избыточный сервис.
Стандартное правило — диаметр не должен быть меньше толщины. Но на наших мощных лазерах мы стабильно делаем отверстия диаметром от 15-16 мм в листе 20 мм с отличным качеством.
— Сильно ли «ведет» металл 20 мм при резке?
У плазмы зона термического влияния в 3-4 раза шире. Лазерный луч очень тонкий, нагрев локальный, поэтому поводки геометрии практически исключены.
— Какую сталь лучше резать плазмой?
Плазма хорошо справляется с черным металлом (Ст3, 09Г2С), когда точность вторична. Для нержавейки и алюминия лазер — единственный способ сохранить свойства металла на кромке.
Ваша идея — наш металл. Скидывайте чертежи на расчет. Специалисты «Эль Металл» подготовят смету в двух вариантах и помогут выбрать технологию, которая даст нужный результат без переплаты за избыточный сервис.